专注精密冲压 引进国外先进设备
多家世界知名品牌供应商
Jimmy@fcejmdg.com
13922979180
精密模具设计间隙
时间:2018-10-16 17:51
精密模具设计本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断上下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮带区域所成角度
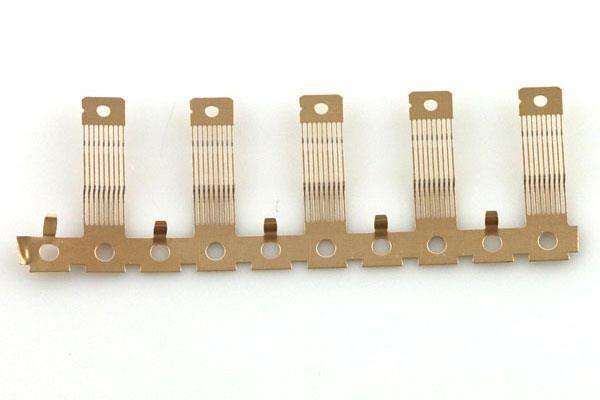
精密模具设计本质上就是成形孔的反像。即位置相反的相同部位。通过检查废料,你可以判断上下模间隙是否正确。如果间隙过大,废料会出现粗糙、起伏的断裂面和一窄光亮带区域。间隙越大,断裂面与光亮带区域所成角度就越大。如果精密模具设计间隙过小,废料会呈现出一小角度断裂面和一宽光亮带区域。
模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题:
(1)如间隙过大,所冲压工件的毛刺就比较大,冲压质量差。如果间隙偏小,虽然冲孔的质量较好,但模具的磨损比较严重,大大降低模具的使用寿命,而且容易造成冲头的折断。
(2)间隙过大或过小都容易在冲头材料上产生粘连,从而造成冲压时带料。过小的间隙容易在冲头底面与板料之间形成真空而发生废料反弹。
(3)合理的间隙可以延长模具寿命,卸料效果好,减小毛刺和翻边,板材保持洁净,孔径一致不会刮花板材,减少刃磨次数,保持板材平直,冲孔定位准确,模具刃磨量的大小主要取决于所冲压的板材的厚度。【辉达娱乐:精密连接器的分类有哪些】
六田辉达娱乐

猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




