专注精密冲压 引进国外先进设备
辉达娱乐:多家世界知名品牌供应商
辉达娱乐:Jimmy@fcejmdg.com
13922979180
五金冲压件加工制造工艺
时间:2018-10-31 15:32
五金冲压加工厂工艺大致可分为别离工序和成形工序(又分曲折、拉深、成形)两大类。别离工序是在冲压进程中使冲压件与坯料沿必定的轮廓线彼此别离,一起冲压件别离断面的质量也要满意必定的要求;成形工序是使冲压坯
辉达娱乐:五金冲压加工厂工艺大致可分为别离工序和成形工序(又分曲折、拉深、成形)两大类。别离工序是在冲压进程中使冲压件与坯料沿必定的轮廓线彼此别离,一起冲压件别离断面的质量也要满意必定的要求;成形工序是使冲压坯料在不损坏的条件下发作塑性变形,并转化成所要求的成品形状,一起也应满意尺度公役等方面的要求。
依照冲压时的温度状况有冷冲压和热冲压两种办法。这取决于资料的强度、塑性、厚度、变形程度以及设备才能等,一起应考虑资料的原始热处理状况和最终运用条件。
1.冷冲压金属在常温下的加工,一般适用于厚度小于4mm的坯料。
长处为不需加热、无氧化皮,表面质量好,操作便利,费用较低。缺陷是有加工硬化现象,严峻时使金属失去进一步变形才能。冷冲压要求坯料的厚度均匀且动摇规模小,表面光洁、无斑、无划伤等五金冲压加工厂。
热冲压将金属加热到必定的温度规模的冲压加工办法。长处为可消除内应力,防止加工硬化,添加资料的塑性,下降变形抗力,削减设备的动力耗费。
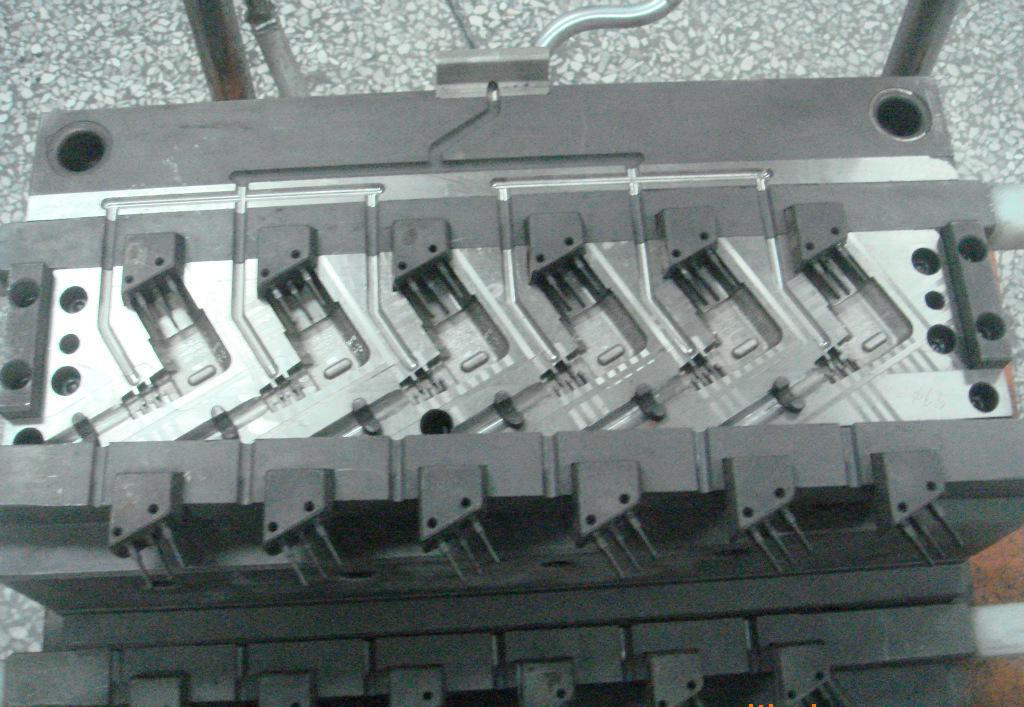
冲头和凹模是冲模中使坯料变形或别离的工作部分,用压板别离固定在上模板和下模板上。上、下模板别离装有导套和导柱,以引导冲头和凹模对准。而导板和定位销则别离用以操控坯料送进方向和送进长度。卸料板的效果,是在冲压后使工件或坯料从冲头上脱出五金冲压加工厂
六田辉达娱乐

猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




