专注精密冲压 引进国外先进设备
多家世界知名品牌供应商
Jimmy@fcejmdg.com
13922979180
五金冲压件为你介绍,五金冲压件加工工艺
时间:2018-11-16 10:25
东莞六田五金冲压件为你介绍,五金冲压件加工工艺第一步:先断定要冲压加工的产品图纸,再进行CAD绘图规划。第二步:模具钢材裁切适宜尺度进行粗胚加工而后上精密磨床精加工。第三步:精加工好的模具钢板用慢走丝
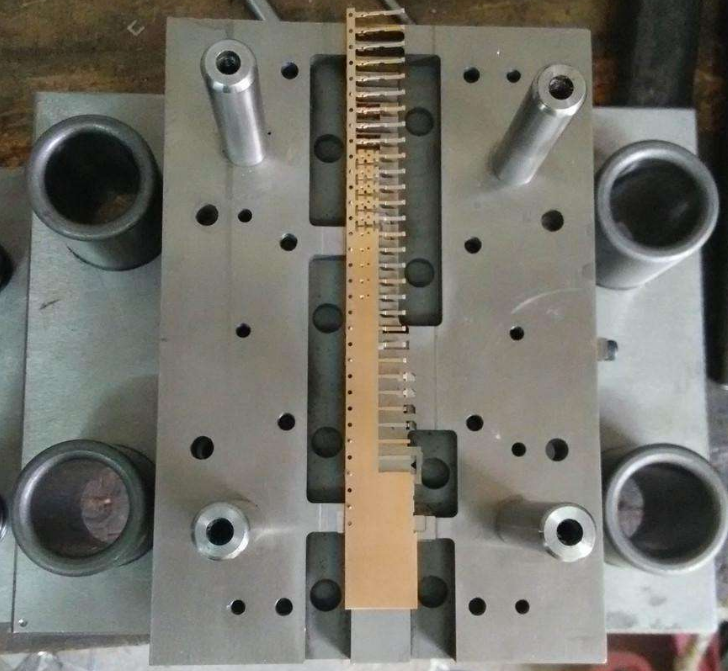
东莞六田五金冲压件为你介绍,五金冲压件加工工艺第一步:先断定要冲压加工的产品图纸,再进行CAD绘图规划。第二步:模具钢材裁切适宜尺度进行粗胚加工而后上精密磨床精加工。第三步:精加工好的模具钢板用慢走丝线切割。第四步:也是最要害的一步,模具拼装-要将几十上百个线切割好的精密冲子与模具钢材无缝结合,进程精密杂乱。
拼装好的模具就是冲压模具,冲压模具在冲压件出产中至关重要,没有符合要求的冲模,批量冲压出产就难以进行;没有先进的冲模,先进的冲压工艺就无法完成。冲压工艺与模具、冲压设备和冲压资料构成冲压加工的三大要素,只要彼此结合才干得到优质的冲压件产品
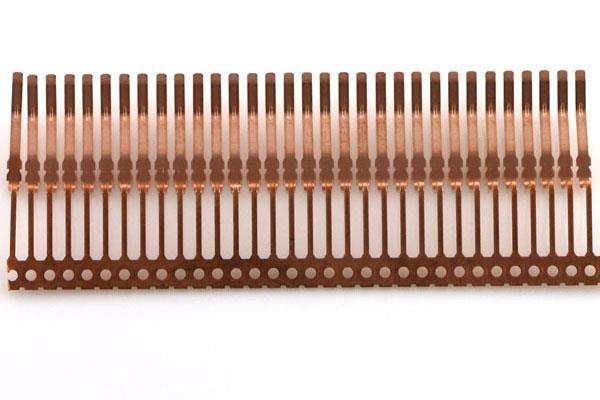
断定冲压件打开板料的形状及尺度,东莞五金冲压件为你介绍,是剖析冲压件变形程度,规划工艺性及拟定工艺规程的前提。假如板料形状适宜,不只变形沿板料散布不均匀的现象可以得到明显改进,并且成形极限也可有所进步,并能降低突耳高度,削减切边余量。此外,关于某些落料后直接成形的零件,若能给出准确的板料形状及尺度,则能削减试模调模的次数,然后缩短出产周期,进步出产率。
本文在有限元仿真的基础上提出了一种新的板料优化的办法——份额因子法,该办法在调整初始轮廓线时,不是给各个节点一个相同的调整量,而是依各个节点的份额因子ω及形状误差值核算出相应的调整量,这样调整的针对性强,核算结果更准确,需求迭代的时刻也更少。而用于优化的初始轮廓线,本文选用的是有限元逆算法,即一步算法求得,该办法由终究零件形状直接核算出初始板料,核算速度快。经过这两种办法的结合,东莞五金冲压件为你介绍,求解冲压件初始板料的形状及尺度,不只核算精度高,且耗时少。
文中最终一章,给出了两类典型的冲压零件,一类是落料后直接成形的零件,该类零件初始板料的形状及尺度要求十分准确;另一类是两次拉延成形的零件,这类零件的初始板料要求合适的形状及尺度即可。经过现场验证了该办法用于断定冲压件初始板料的形状及尺度。
六田辉达娱乐
猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




