专注精密冲压 引进国外先进设备
辉达娱乐:多家世界知名品牌供应商
辉达娱乐:Jimmy@fcejmdg.com
13922979180
弹簧冲压件冲压工作的过程介绍
时间:2019-07-23 17:42
下模座2.侧刃挡块3、4、8、12、15、39、60.螺钉5.凹模镶 件6、47、54.螺塞7、50、59.弹簧9.导料板10.传感导正 销11.导正销13、16.切口凸模14.侧刃17.模柄18。
1.下模座2.侧刃挡块3、4、8、12、15、39、60.螺钉5.凹模镶 件6、47、54.螺塞7、50、59.弹簧9.导料板10.传感导正 销11.导正销13、16.切口凸模14.侧刃17.模柄18、 20、22.拉伸凸模19、21、23、25.卸料板凸模护套24.冲花孔 凸模26.成形凸模27.落料凸模28.卸料板凸模护套29. 上模座30.上垫板31.固定板32.卸料板垫板33.卸料 板34.浮动导料杆35.凹模36.下垫板37.滚动导向件 38.小导柱导向件40.落料凹模镶件41.成形下凸模42.护 套43.花孔凹模44.内六角螺钉45.圆柱销46、49.推杆 48、51、55、57.镶套52、56、58.推杆53.柱头螺钉。

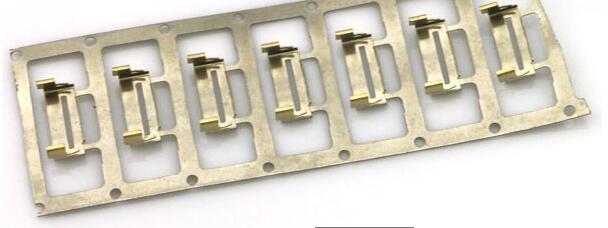
冲压初期即 刚放入条料时,为了保持卸料板运动受力平衡,在落 料工位的一边凹模上面放上一块从条料上剪下的小 片料,然后开始做试冲的准备工作,条料经导料板9送入,并通过左边一对浮动导料杆导入送至被挡块2 挡住,这时上模可以下行,弹压卸料板33将条料压住 的情况下进行冲压,侧刃(图3中只画了侧刃孔位置,侧刃14直接标注在其件上)冲切去条料边缘的一窄 料,然后条料又从左向右再送进一个步距,再往下冲 一下,冲出两个半圆形切口和2×ϕ3+0.0025mm的导正孔,继续送料,此时的料头宽度被引入到模具中间的浮动 导料杆内,从而保证冲压后的料跟随浮动导料杆一起 浮离凹模。当料送到第④工位(见图2),上模下行时, 导正销11开始进入导正孔对料先导正、后侧刃开始冲 切。第④工位以后,冲压过程便一直是导正销先导正 料、侧刃冲切、进行拉伸等各种冲压动作。新上料冲 压的初始阶段,一步步冲压到最后工位时(此时应将 凹模平面上垫片拿掉),检查样件合格了,即可进入自 动送料冲压生产。 传感导正销10又称安全导正销,正常情况下总是 能正确进入导正孔内,一旦发生故障,如送料不到位, 安全导正销被顶上,通过触杆将信号传至机床立即停 止工作。
弹簧冲压件模具结构特点:
(1)采用复式导向。模架上装有4对滚动导柱导 套37,固定板、卸料板、凹模之间又设有4对滑动导向 导柱导套38,整副模具导向精度高。
(2)凹模和卸料板均采用镶套结构,镶套与对应 孔之间为H7/js6配合,便于制造、调整、修理和更换。 这种结构对拉伸模尤为重要,因为试模过程中遇有不 合适,非常方便进行修理和调整。带刃口的凹模均为 镶件,便于刃磨。
(3)凸模与固定板加工成H7/js6配合后,用螺钉 吊在垫板(比常规模具厚)平面上,装拆方便、每个凸 模加工后的端面与轴心保持高度垂直,保证装配后的 每个凸模有较高的精度。
(4)每个拉伸凹模内设有推杆,拉伸开始时起压 料作用,拉伸结束后起顶件作用,坯件及时从凹模中 顶出。弹压力大小利用螺塞调整。
(5)正常送料导向靠双排共14个浮动导料杆34 完成,各导料杆的导向槽(槽宽为0.5mm)离凹模平面 保持齐高。导向槽采用光学曲线磨严格控制各尺寸 保持一致。
(6)由于采用横置的平行刃齿形侧刃,条料的边 缘被冲切后仍保持很平整,不会因为有毛刺而影响送 料,所以采用此种侧刃也是本模具的一个特点。
(7)图中件5、43,考虑到易磨损便于更换设计成 镶拼件,采用Cr12MoV料,淬硬至58~62HRC,在慢走 丝线切割精密加工而成,与凹模成H7/js6配合,并用 螺钉固紧在下垫板36上。
猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




