专注精密冲压 引进国外先进设备
辉达娱乐:多家世界知名品牌供应商
辉达娱乐:Jimmy@fcejmdg.com
13922979180
精密五金冲压件的硬度如何检测
时间:2022-08-09 11:18
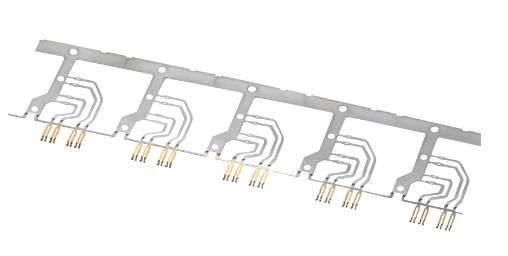
五金冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序,冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,有合金钢板、碳钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等
五金冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序,冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,有合金钢板、碳钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等。
合金冲压件是金属加工、机械制造领域最常用的零件,辉达娱乐:冲压件加工是利用模具使金属板带发生分离或成形的加工方法,五金冲压件材料的硬度检测,其主要目的就是确定购入的金属板材退火程度是否适于随后将要进行的精密冲压件加工,不同种类的冲压件加工工艺,需要不同硬度级别的板材。

用于冲压件加工的铝合金板可用韦氏硬度计检测,材料厚度大于13mm时可改用巴氏硬度计,纯铝板或低硬度铝合金板应采用巴氏硬度计。
五金冲压件尺寸不良的原因:
1、模具设计或加工组装不良导致尺寸不良,这样的情况一般会出现在第一次生产的时候。
2、架模时模具高度调整位置不符,五金冲压时模具不能到位,导致尺寸不符,或因调节器模后未锁紧模头,五金冲压时模高跑掉。
3、定位时未放置到准确的位置,打重片使模具间隙增大也会导致尺寸不良。
4、模具定位松动,五金冲压件定位时偏位,五金冲压时才导致尺寸不良。
六田辉达娱乐
猜您喜欢的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

请加微信联系
地址:东莞市大岭山镇水朗村拥军路166-168号欧旻工业区A5栋1楼B区
电话:13922979180
邮箱:Jimmy@fcejmdg.com
© 2021 版权所有 东莞LOGIN_辉达娱乐_「爱生活,玩辉达」 - pghd
建站+优化排名:

服务城市:广东省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服务市区: 深圳市 东莞市 广州市 江苏市 济南市 上海市 杭州市 佛山市 宁波市 达州市 聊城市 北京市




